В зависимости от горелки, покрытие может наноситься на наружную или внутреннюю поверхность цилиндра или отверстия.
Эта установка является универсальной, она обеспечивают наилучшее соотношение между производительностью (массой наплавленного металла в единицу времени) и степенью смешивания.
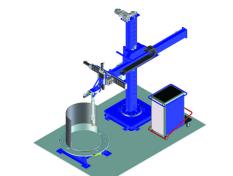
Детали закрепляются на поворотных столах или позиционерах.
Поверхности, на которые будет наноситься покрытие, должны быть концентрическими относительно оси вращения стола.
Горелка установлена на скрещенном суппорте (АРНД и устройство осцилляции). Длина каждого суппорта должна быть достаточной для наплавки детали.
Для нанесения покрытий на поверхность глубоких отверстий установка должна обладать достаточной жесткостью, т.к. могут использоваться горелки длиной до 2500 мм. Длина перемещения соответствующего вертикального суппорта должна быть не меньше глубины наплавляемого отверстия.
Благодаря своей конфигурации такие установки являются универсальными и также могут осуществлять наплавку вращающейся детали в нижнем положении, т.е. покрытие может наноситься также и на дно отверстия без переустановки детали.
Следовательно, для наплавки стенки отверстия, его дна и переходов используются горелки с соответствующим углом установки (прямые горелки для нанесения покрытия на дно, горелки с углом установки 90° для стенок и горелки с углом установки 45° и 60° для переходов).
Кроме того, имеются горелки с устройствами подачи одной или двух присадочных проволок, а также с изменяемым углом ввода проволоки.
Для отверстий диаметром до 50 мм применяются горелки с подачей холодной проволоки со встроенной видеокамерой.