Наплавка
Polysoude (ПОЛИСУД) стал в последние годы одним из ведущих поставщиков установок для ВИГ-наплавки подогретой проволокой.
Нам доверяют многочисленные заказчики, работающие не только в атомной отрасли, но и в области добычи и транспортировки газа и нефти (FTV Proclad, Ray Mc Dermott, Subsea Services, Itasco, AMF, Technip, Malm Orstad, Emirates Techno Castings...).
Благодаря своему опыту в области ВИГ-наплавки подогретой проволокой и нанесения переходных слоев ПОЛИСУД предлагает готовые решения «под ключ».
Наши установки используются как для ремонта, так и для новых изделий.
ВИГ-способ известен высоким качеством сварки и невысокой скоростью плавления. При применении варианта с подогретой проволокой ВИГ-наплавка может показывать очень хорошую производительность при доле дефектов менее 1%.
Области применения ВИГ-наплавки
Наплавка неплавящимся электродом в инертном газе успешно применяется для решения следующих задач:
- ремонт изношенных частей деталей, а также устранение заводского брака;
- нанесение слоев на детали, которые работают в условиях механических нагрузок (износа, коррозии и т.д.);
- нанесение переходных слоев, как часть более сложного процесса создания соединений из разнородных материалов.
Преимущества наплавки
- Производительность наплавки вполовину ниже МИГ-процесса, но при этом в десять раз меньше дефектов. Большая точность повторения качества сварки. Это позволяет наплавке и нанесению переходных слоев ВИГ-подогретой проволокой оставаться конкурентоспособными.
- Незначительное расплавление основного материала.
- Хорошее соединение между основным материалом и наплавляемой проволокой, крайне незначительная пористость.
- Превосходный контроль вводимой энергией (сварочная дуга, ток, подача проволоки непрерывно регулируются и синхронизируются).
- Толщину каждого слоя легко адаптировать и регулировать, что способствует минимизации дальнейшей обработки и экономии дорогостоящей присадочной проволоки.
- Хорошее качество поверхности после наплавки и нанесения переходных слоёв.
- Наплавку можно производить во всех положениях.
- «Инструменты» (горелки и насадки) предлагаются в зависимости от задач для всех размеров деталей.
- Для хорошей газовой защиты достаточно использовать обычный аргон.
Технические параметры
- Скорость проплавления:
- До 3 кг/ч для одной горелки в положении 1G;
- 1,5 - 2 кг/ч практически для всех случаев применения (при очень дорогих изделиях или деталях, на которых не возможно устранение дефектов);
- Примесь феррита ниже 5 %.
- Диаметр проволоки 1,2 мм (от 0,8 до 1,6 мм возможны).
- Минимальный внутренний диаметр при ВИГ-способе с подогретой проволокой:
- 50 мм с вертикальной сварочной насадкой;
- 150 мм для горизонтальных установок для наплавки длиной до 12 м;
- 220 мм для горизонтальных установок для наплавки длиной до 18 м.
| Продукция | Описание |
 | Процесс автоматической ВИГ-наплавки с подачей горячей проволоки удовлетворяет наивысшим стандартам качества. Его целесообразно применять в случаях, когда выполняется наплавка сложных поверхностей, работа осуществляется в тяжелых условиях или необходимо повысить степень автоматизации. Перед принятием решения об использовании данного способа следует тщательно взвесить его технические и экономические стороны.
Для решения задач ВИГ-наплавки ПОЛИСУД предлагает широкий выбор как стандартного, так и специального оборудования.
Фирма ПОЛИСУД располагает большим опытом и может оказать помощь заказчику в эксплуатации стандартных установок для наплавки, а также разработать оборудование и технологию для решения специальных задач.
|
 | Горелка установлена на скрещенном суппорте (АРНД и устройство осцилляции). Длина каждого суппорта должна быть достаточной для наплавки детали. Для нанесения покрытий на поверхность глубоких отверстий установка должна обладать достаточной жесткостью, т.к. могут использоваться горелки длиной до 2500 мм. Длина перемещения соответствующего вертикального суппорта должна быть не меньше глубины наплавляемого отверстия.
|
| Продукция |
| Горизонтальные установки Процесс автоматической ВИГ-наплавки с подачей горячей проволоки удовлетворяет наивысшим стандартам качества. Его целесообразно применять в случаях, когда выполняется наплавка сложных поверхностей, работа осуществляется в тяжелых условиях или необходимо повысить степень автоматизации. Перед принятием решения об использовании данного способа следует тщательно взвесить его технические и экономические стороны.
Для решения задач ВИГ-наплавки ПОЛИСУД предлагает широкий выбор как стандартного, так и специального оборудования.
Фирма ПОЛИСУД располагает большим опытом и может оказать помощь заказчику в эксплуатации стандартных установок для наплавки, а также разработать оборудование и технологию для решения специальных задач.
|
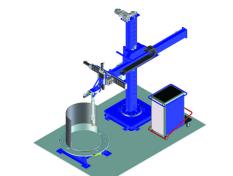
| Вертикальные установки Горелка установлена на скрещенном суппорте (АРНД и устройство осцилляции). Длина каждого суппорта должна быть достаточной для наплавки детали. Для нанесения покрытий на поверхность глубоких отверстий установка должна обладать достаточной жесткостью, т.к. могут использоваться горелки длиной до 2500 мм. Длина перемещения соответствующего вертикального суппорта должна быть не меньше глубины наплавляемого отверстия.
|